新聞中心
聯(lián)系我們
手 機(jī):17898826917
郵 箱:40045692@qq.com
Q Q:40045692
地 址:上海市奉賢區(qū)南橋鎮(zhèn)國順路936號5幢
六個科學(xué)注塑工藝優(yōu)化步驟
????????1)粘度曲線
????????做黏度曲線是為了選擇一個合適的注射速度,當(dāng)各參數(shù)存在微小波動時不會引起熔體黏度的大變化。每模之間的波動應(yīng)該盡量小,以保證產(chǎn)品質(zhì)量的可重復(fù)性。
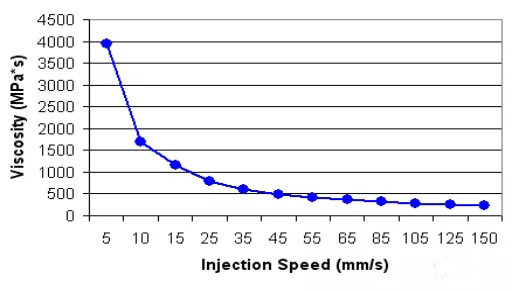 ?
?????????參考上圖的黏度曲線,可以看到當(dāng)射出速度高于55mm/s時, 熔膠的黏度基本上非常平穩(wěn)。因此, 射出速度設(shè)為65mm/s會確保充填階段工藝的一致性。參數(shù)本身的微小波動并不會引起熔膠黏度的很大變化。
????????當(dāng)然也會有特殊情況不能使用這個優(yōu)化的速度, 比如減小澆口暈等。這種情況下當(dāng)然以外觀優(yōu)先, 但是這個優(yōu)化的速度應(yīng)該作為射出曲線的參照,比如開始以低速通過澆口以減小澆口暈, 然后迅速的增加到這個優(yōu)化速度。
????????2)流動平衡測試
????????只有多穴的情況下才會需要做這個測試,比如2穴或者多穴。目的是檢查在不同的充填階段,各穴之間的最大偏差百分比。
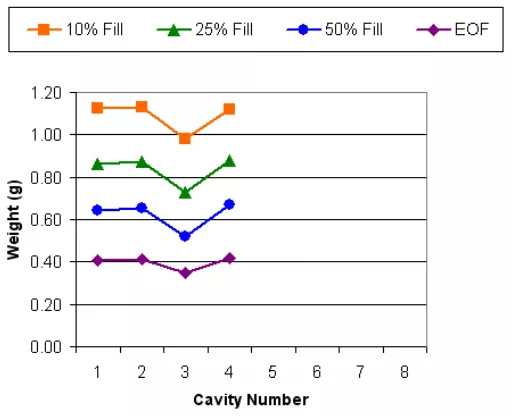 ?
?????????充填不平衡有可能被接受,也有可能不被接受, 取決于產(chǎn)品質(zhì)量的要求。這些信息最好在外觀成型視窗(第四步)完成之后來定奪。
????????1.如果產(chǎn)品能夠被充分保壓,并且成型窗口很大,檢查產(chǎn)品尺寸是否都在公差之內(nèi), 如果都在的話, 充填不平衡是可以接受的。
????????2. 如果成型窗口很小,并且先充飽的模穴出現(xiàn)毛邊, 而其他的模穴卻存在短射或者縮痕,找出充填不平衡的原因。
????????充填不平衡通常會有4個主要原因:
????????1. 流道尺寸不同
????????2. 澆口尺寸不同
????????3. 排氣大小不同
????????4. 冷卻不同,然而這個原因在剛開機(jī)時往往影響不大
????????還有一種情況,是剪切導(dǎo)致的不平衡,特別是8穴冷流道模具。
????????3)壓力降測試
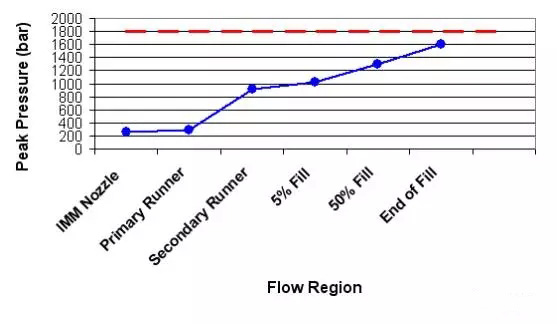 ?
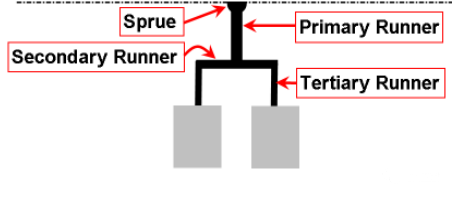
?做壓力降測試的目的是評估充填不同階段壓力的損失狀況。這通常包括機(jī)臺射嘴、豎流道、主流道、次流道、澆口和充填末端。
 ?
?????????成型工藝不應(yīng)該用到機(jī)臺的最大壓力,比如如果機(jī)臺的最大壓力為180Bar, 那么填充完需要的最大壓力不應(yīng)該達(dá)到180Bar. 如果事實確實如此,那就意味著螺桿需要更大的壓力來達(dá)到設(shè)定的注射速度,但是由于壓力的限制卻達(dá)不到。這種情況稱作“壓力受限”。
????????通常,射出工藝不應(yīng)超過90%的機(jī)臺最大壓力。在做出的壓力降曲線中,如果處于“壓力受限”或者超過90%的機(jī)臺壓力,找出壓力曲線中比較陡的一段,嘗試去減小此處的壓力損失。例如,在右圖中,次流道的壓力降很大,意味著在這一段需要很大的力量來推動塑膠的流動。加大此段的流道直徑會對降低壓力有幫助。
????????4)外觀成型視窗
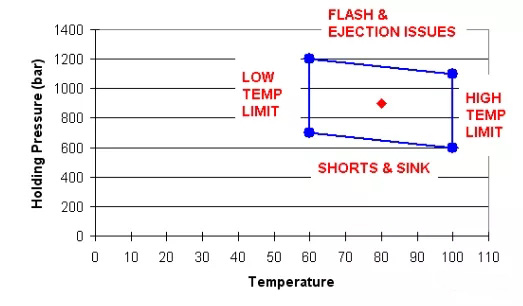 ?
?????????成型視窗是非常重要的一個測試。通常這個外觀成型視窗是由保壓和料溫(無定形料)、保壓和模溫(結(jié)晶料)構(gòu)成。
????????外觀成型視窗會告訴有多大空間來調(diào)整工藝的同時能得到外觀可接受的產(chǎn)品。最理想的情況是有一個比較大的成型視窗。如果成型視窗比較小,就會比較容易的產(chǎn)生質(zhì)量缺陷。例如在上圖中,如果成型視窗比較小,就比較容易因為工藝本身的波動而出現(xiàn)短射或者毛邊。穩(wěn)健的工藝就是擁有比較大的成型視窗 來彌補(bǔ)工藝本身的波動。
????????外觀成型視窗同時會提供后續(xù)試模中因調(diào)整尺寸或者DOE試驗中允許使用的料溫/模溫及保壓的上下限。
????????5)澆口凍結(jié)測試
對冷流道模具或者半冷流道(熱轉(zhuǎn)冷),為保證模與模之間的可重復(fù)性,保壓壓力一定要持續(xù)到澆口完全冷卻。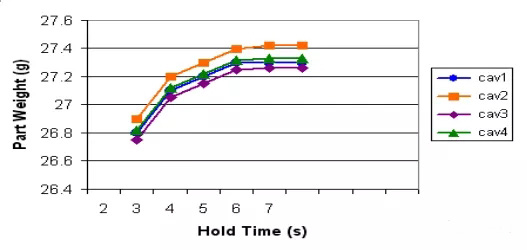 ?
?????????曲線生成以后, 選擇一個產(chǎn)品重量穩(wěn)定以后的時間。在上圖中,產(chǎn)品重量在7s后就不再增加,所以為安全起見同時彌補(bǔ)工藝本身的波動, 保壓時間要設(shè)定為8s。
????????要注意的是, 保壓階段這額外的1s并不會增加周期時間,因為在這段時間內(nèi),澆口應(yīng)該已經(jīng)凍結(jié)而只會短暫的保壓冷流道,而同時產(chǎn)品已經(jīng)在開始冷卻。因此多出的這1s應(yīng)該從冷卻時間中減掉,以保證同樣的周期時間。
????????6)模溫圖譜
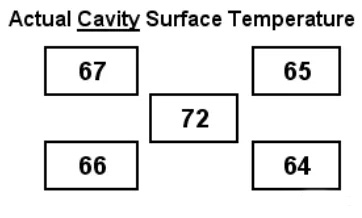 ?
?????????模溫圖譜的目的是為了記錄產(chǎn)品頂出后模具表面即時溫度的分布。它可以用來確認(rèn)冷卻水路是否在工作或者是否會有“熱點”存在。
????????此外,這些信息還可以后續(xù)用來解決問題 - 例如當(dāng)產(chǎn)品尺寸出現(xiàn)不一致時可以用來確認(rèn)模具表面溫度是否跟以前一樣。
????????溫度的測量必須用接觸式高溫計。
????????要注意的是在首次開機(jī)或者停機(jī)后,模溫會逐漸上升至一個穩(wěn)定的狀態(tài)。因此一定要在模溫穩(wěn)定后再進(jìn)行測量(最少10模后)。
????????上圖提供了5個圖框,這個可以根據(jù)情況來適用于不同的模具。比如,如果正在試一套4穴的模具,需要每穴測量相同位置的點記錄在對應(yīng)的四個角落的方框里, 中間一個框留空。如果測試是單穴模具,5個都需要用到,代表不同的測量位置。





